技术方案需要10-32号锥形丝锥。如果使用不当,水龙头会变钝或破裂,手边要有多个水龙头。技术项目中所涉及的一切都将通过材料来实现。手柄将非常有用,尽管铝可以在手摇钻上以极慢的设置来敲击。

丝锥是一种螺纹工具,有凹槽形成一系列的切削刃。丝锥的一端已被削成正方形,因此可以用丝锥扳手转动。把线塞进孔里的动作叫做攻丝。有三种不同类型的水龙头,它们是相互配合使用的。锥形丝锥、塞式丝锥和底式丝锥(图2)。
如果需要攻深的闭合孔,三种类型都可以使用(图3)。锥形丝锥将取丝锥深度的前三分之一,以达到全直径,逐渐将螺纹切割到孔内壁。然后使用塞子丝锥来消除被锥度丝锥切割的螺纹,并加深较低的螺纹。全深度是使用一个底丝锥来实现的。
当敲通一块金属时,锥形丝锥或塞子丝锥就足够了(图4)。
用手打洞是一个相对容易的过程。丝锥通常与丝锥扳手一起使用(图5)。可以在笛子上使用切削油,以更容易地丝锥,并保存您的丝锥,特别是在丝锥不锈钢时(图6)。
分级

丝锥按直径和每英寸螺纹数标示。
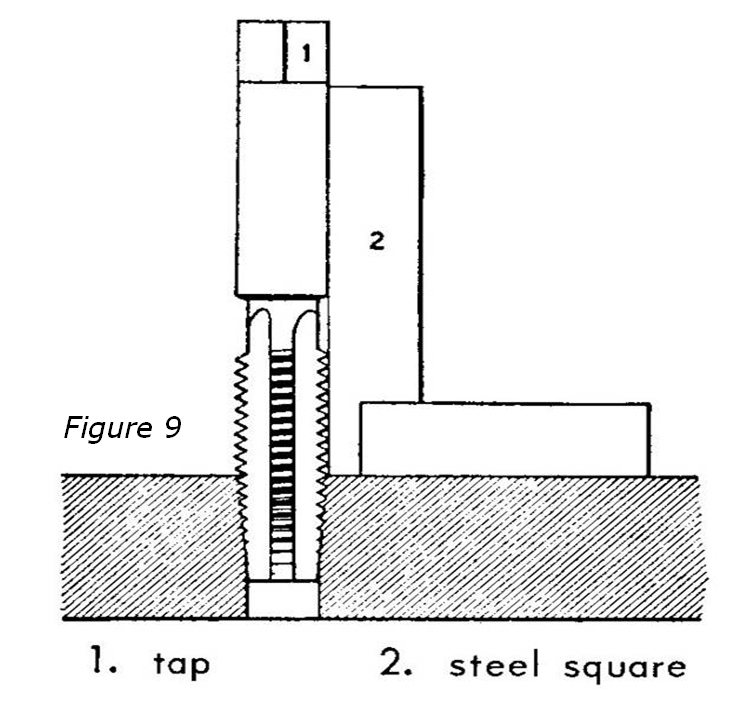
例如3/8 " ' - 16NC丝锥(图7)是一个外径为3/8 "的丝锥,每英寸有16个螺纹。NC代表国家球场,每英寸线程数更少,NF代表国家精品,每英寸线程数更多。引起一点混乱的是英制尺寸较小,因为直径测量不匹配所给的数字。例如10- 32nf, 10是一个旧的参考数字,与直径无关,但32仍然表示每英寸32螺纹。米制丝锥标为“8mm-1”,8mm为外径,1为每毫米螺纹数。可用图表,推荐丝锥尺寸的钻头尺寸(图9)。
注:攻丝不锈钢时,建议钻比推荐尺寸大1/64 "的孔。当钻不锈钢时产生的热量使孔扩大,冷却后会收缩。
铝、黄铜和铜的行业标准是螺纹深度为75%,这是在大多数tap chart上显示的,但对于铁、钢和不锈钢,50%的螺纹深度是可以接受的。通过增加直径1/64 ",螺纹深度不会影响攻丝孔的强度。
当开始攻牙时,它必须垂直于被攻牙的孔(图9)。一开始需要一些向下的力,一旦牙齿抓住,但不需要进一步向下的力。如果丝锥不是垂直于孔,就有可能在孔内捆绑和断裂。为避免切屑堵塞孔内,应不时将水龙头倒出。不要用力转动水龙头,因为它们是由硬质合金制成的,可以有效地切割,但结果是非常脆。